

Imprimanta Robofun 20-20-20 – HOW TO
Inainte de a incepe acest articol, te rog sa citesti cu mare atentie cele de mai jos.
Imprimanta 3D se alimenteaza in priza de 220 V. NICIODATA si sub nici un motiv nu desface carcasa imprimantei, nu introduce obiecte metalice in zona sursei de alimentare. Daca observi probleme in zona sursei sau a firelor de conexiune la priza, deconecteaza imediat imprimanta de sub tensiune si returneaz-o pentru reparatii. PERICOL DE ELECTROCUTARE !
De asemenea, nu lasa niciodata imprimanta 3D sub tensiune (conectata la priza) fara supraveghere.
Pasii pentru a pune in functiune o imprimanta 3D Robofun sunt cei de mai jos :
- descarca si instaleaza Cura (software-ul care proceseaza modelul 3D si il face usor de inteles pentru imprimanta)
- descarca si instaleaza Repetier (software-ul care gestioneaza procesul de printare)
- pune imprimanta sub tensiune si testeaza ca totul este OK din punct de vedere mecanic si software
- calibreaza distanta de start pe axa Z, daca este cazul
- calibreaza orizontalitatea bed-ul, daca este cazul
- primul print
Cand vei termina filamentul, va fi necesar sa il schimbi, conform instructiunilor de mai jos.
1. Instalare Cura
Cura este acel software care analizeaza obiectul 3D (pe care il ai in format STL) si genereaza un cod sursa pe care imprimanta il intelege (in format gcode).
Mergi la adresa web https://ultimaker.com/en/products/cura-software/list si descarca „Version: 2.3.1” (pe 32 de biti sau pe 64 de biti, in functie de ce arhitectura ai la PC; daca esti in dubiu, alege 32 de biti, va functiona oricum). Sigur ca poti alege si versiuni mai noi, insa tutorialul de mai jos este creat pentru Cura 2.3.1 Am ales aceasta versiune pentru ca este ultima care mai suporta versiune de 32 de biti.

Deschide fiecare grup de setari din partea dreapta si asigura-te ca totul este ca mai jos.

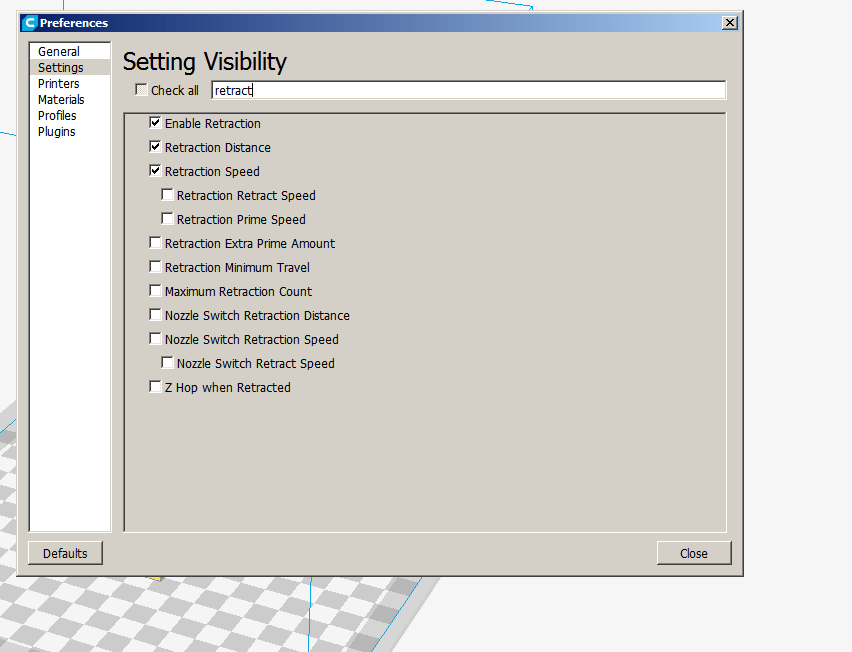
Optiunile „Retraction Distance” si „Retraction Speed” probabil ca nu sunt vizibile by default. Este necesar sa accesezi optiunea „Configure Settings Vizibility” din meniul „Settings” si sa le activezi (fa o cautare dupa „retract” – introdu acest text in campul „Filter” si va fi simplu).
2. Instalare Repetier
Repetier este acel software care se ocupa efectiv de procesul de printare. Rolul lui este de a trimite progresiv codul gcode la imprimanta si a monitoriza parametri de printare.
Descarca „Repetier Host Windows 2.0.5” de la adresa – https://www.repetier.com/download-now/ . Sigur, poti descarca si o versiune mai noua daca vrei, insa tutorialul de mai jos este pentru versiunea 2.0.5
3. Teste preliminare imprimanta
A. conectare cablu USB
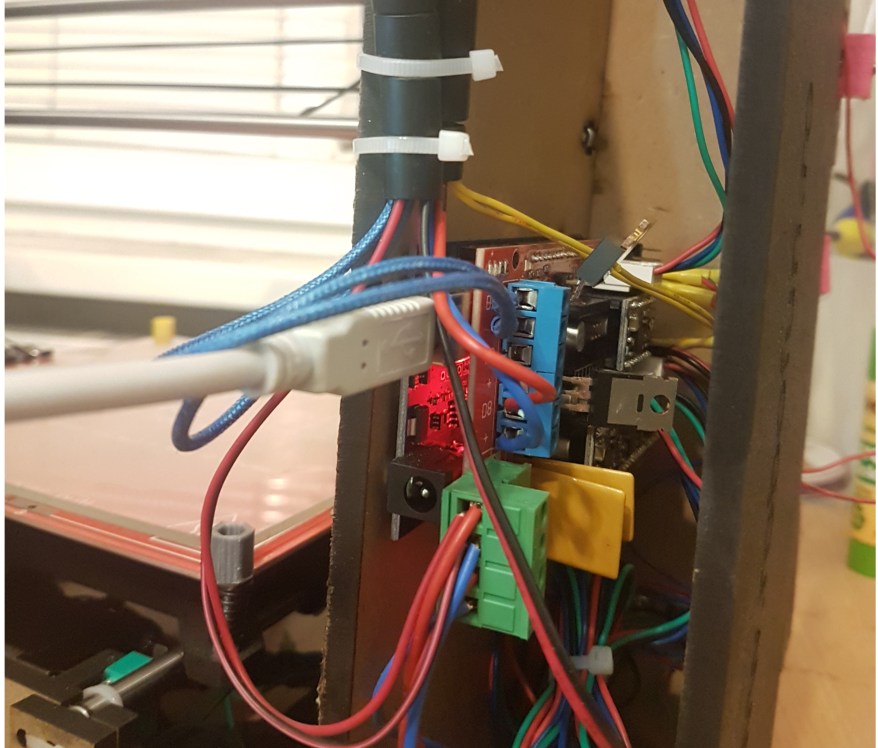
Folosind cablul USB primit o data cu imprimanta, conecteaza imprimanta la PC, ca in poza de mai jos.
Nu toate cablurile USB sunt la fel de bune, asa ca pentru inceput, te rog sa folosesti cablul primit o data cu imprimanta. Mai tarziu, dupa ce printezi cateva zile, il poti schimba daca vrei, insa daca apar orice fel de probleme, intoarce-te la cablul USB original.Viteza de transfer este destul de mare, asa ca ai nevoie de un cablu care sa o poata suporta.
B. drivere si port USB
Ar trebui ca PC-ul sa vada automat imprimanta si sa creeze un nou port serial pentru comunicarea cu aceasta.
Deschide Control Panel, apoi Device Manager, si verifica sectiunea „Ports”. Ar trebui sa ai o inregistrare similara cu cea de mai jos. Probabil ca la tine numarul portului va fi mult mai mic (gen COM4, sau COM5).

Daca nu vezi o astfel de inregistrare in Device Manager, inseamna ca driver-ele nu sunt corect instalate. Ne poti contacta la adresa de email contact [at] robofun [dot] ro si te vom ajuta cu placere sa rezolvi problema.
C. conectare Repetier
Conecteaza imprimanta la 220 V, in priza. Inca o data, repet avertismentul de la inceput. NU deschide carcasa imprimantei si NU introduce obiecte metalice in zona sursei. Pericol de electrocutare !
Deschide programul „Repetier-Host”, instalat la pasul precedent.
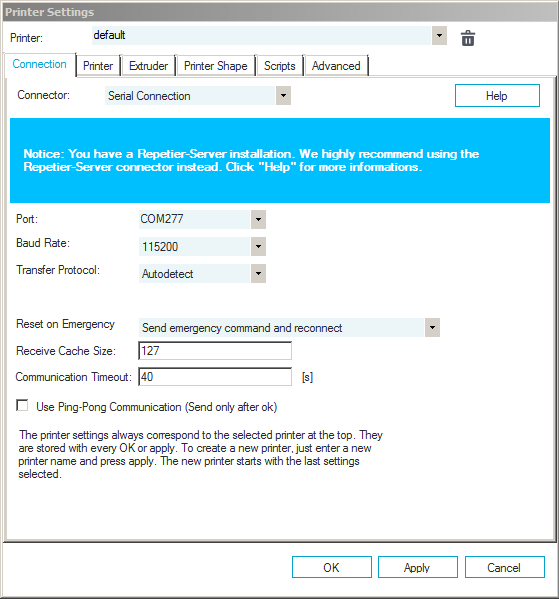
Din meniul „Config”, alege optiunea „Printer Settings”. Selecteaza portul pe care l-ai vazut mai devreme in Device Manager, apoi selecteaza o viteza de transfer (Baud Rate) de 115200, si apasa OK.
Apasa butonul „Connect”, din stanga sus. Ar trebui ca eticheta butonului sa se schimbe in „Disconnect”, iar in partea de jos a ecranului sa vezi o serie de mesaje primite de la imprimanta, ca mai jos.
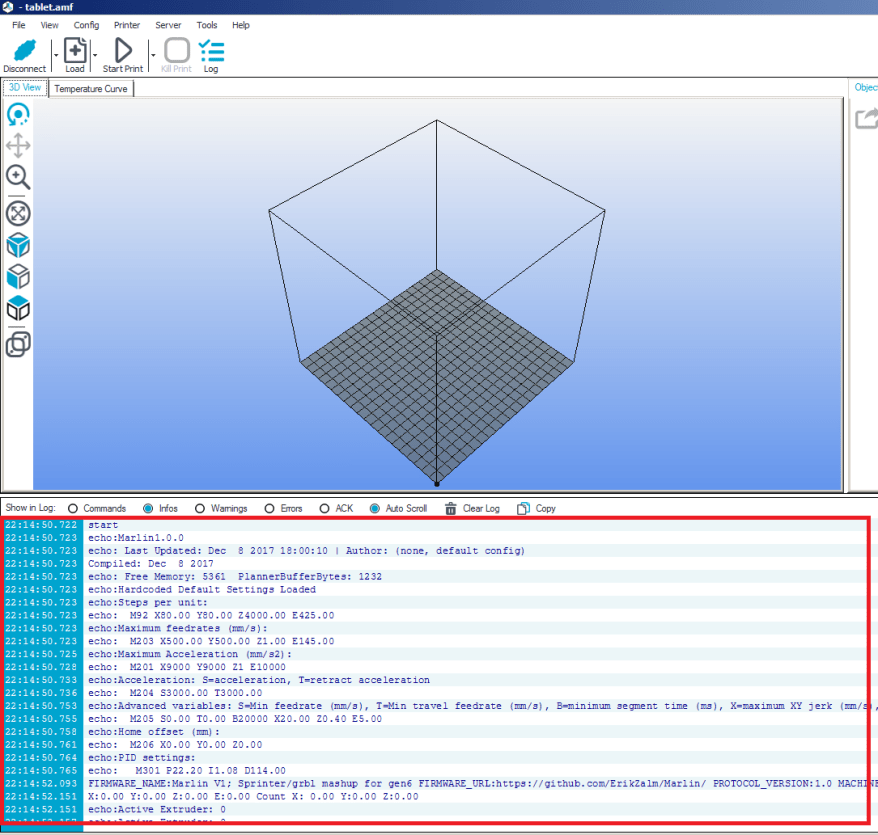
Daca nu vezi aceste mesaj, inseamna ca exista o problema si nu vei putea printa. Verifica inca o data in Device Manager numarul portului serial COM, si asigura-te ca este corect introdus in Printer Settings. Asigura-te ca viteza este de 115200. Daca nu reusesti, ne poti contacta la adresa de email contact [at] robofun [dot] ro si te vom ajuta cu placere sa rezolvi problema.
D. teste miscare din Repetier
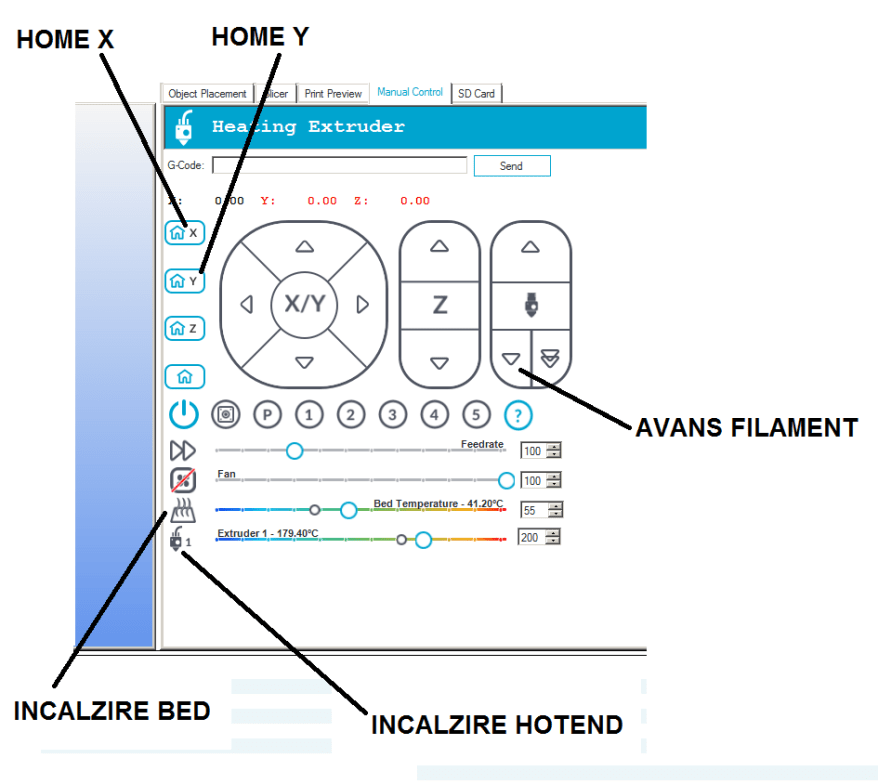
Deschide tab-ul „Manual Control” (dreapta sus). Aceasta sectiune iti permite sa iti controlezi imprimanta manual, pentru teste.
Apasa „HOME X”. Ar trebui sa vezi ca axa X (hotend-ul) se misca. Apasa butonul „HOME Y”. Ar trebui sa vezi ca axa Y (bed-ul) se misca.
Daca nu se intampla asta, verifica daca imprimanta este in priza, si daca in priza chiar ai curent 🙂
E. teste incalzire din Repetier
In zona inferioara a tab-ul „Manual Control” vezi temperaturile curente ale bed-ului si ale extruderului. Ar trebui sa vezi temperatura ambianta in acest moment. Apasa pe icon-ul „INCALZIRE BED”, apoi apasa pe icon-ul „INCALZIRE HOTEND”, astfel incat sa nu mai fie taiate cu linie rosie. Vei observa ca si bed-ul si hotend-ul incep sa se incalzeasca.
F. test extrudare din Repetier
Dupa ce hotend-ul a atins 200 de grade (verifici temperatura afisata), apasa butonul „AVANS FILAMENT”. In functie de unde anume apesi, vei scoate 10 mm, 50 de mm sau 100 de mm de filament. Recomand sa apesi astfel incat sa scoti 50 de mm de filament. Motorul montat in partea de sus, cel care actioneaza extruder-ul va incepe sa se miste si vei observa cum filamentul iese prin hotend (este „extrudat”).
Miscarea filamentului trebuie sa fie continua, si la fel si curgerea filamentului topit prin hotend.
4. Calibrare pe axa Z
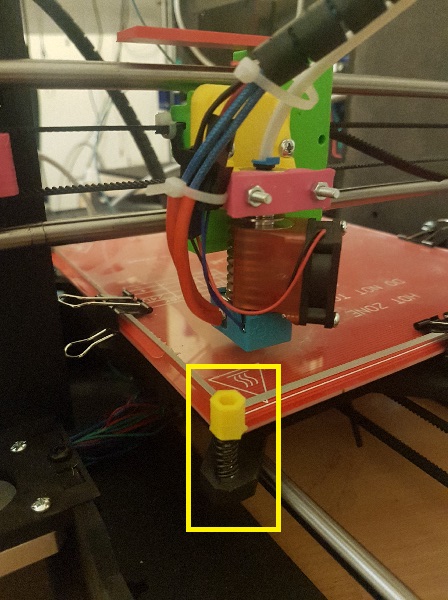
Este foarte important ca distanta dintre bed si hotend sa fie exact cat trebuie atunci cand incepe procesul de printare. Daca este prea mare, filamentul nu va adera la bed. Daca este prea mica, filamentul nu va avea loc sa iasa din cauza bed-ul. Acest lucru se regleaza din elementul din stanga.

Rolul lui este de a lovi in butonul mic, de culoare rosie, si de a semnaliza astfel pozitia de zero pe axa verticala. Este prins pe surub, astfel incat daca il rotesti spre dreapta, surubul se insurubeaza in prindere, iar elementul de reglaj se misca in sus. Daca il rotesti spre stanga, surubul se desurubeaza, iar elementul de reglaj de misca in jos. Atunci cand se misca in sus, el va lovi mai tarziu butonul, astfel incat distanta de start va fi mai mica. Cand se misca in jos, va lovi mai devreme butonul, deci distanta de start va fi mai mare.
Misca cu mana hotend-ul si bed-ul astfel incat hotend-ul sa se afle relativ in centrul bed-ul. Pune o coala de hartie obisnuita pe bed si apasa butonul „HOME Z”. Vei vedea ca hotend-ul incepe sa coboare. In momentul in care elementul de reglaj din poza de mai sus atinge butonul, hotend-ul se va opri. Foaia de hartie este prinsa intre hotend si bed in acest moment. Incearca sa o misti. Ar trebui sa o poti misca, dar cu un pic de rezistenta.
Daca este foarte bine fixata si nu o poti misca, inseamna ca distanta este prea mica. Apasa pe butonul „Z UP” ca sa misti axa Z in sus cu 10 mm, apoi roteste elementul de reglaj spre stanga, ca sa il deplasezi in jos (astfel incat sa loveasca mai devreme butonul) si apasa iar pe butonul „HOME Z”.
Daca foaia de hartie se misca liber, inseamna ca distanta este prea mare. Apasa pe butonul „Z UP” ca sa misti axa Z in sus cu 10 mm, apoi roteste elementul de reglaj spre dreapta, ca sa il deplasezi in sus (astfel incat sa loveasca mai tarziu butonul), si apasa iar pe butonul „HOME Z”.
Repeta pasii pana cand foaia de hartie se misca, dar cu un pic de rezistenta.
5. Calibrarea orizontalitatii bed-ului
Misca cu mana bed-ul si hotend-ul astfel incat sa duci hotend-ul in fiecare dintre cele patru colturi ale bed-ului, si repeta teste cu foaia de hartie de mai sus pentru fiecare colt. Ca diferenta, distanta o reglezi de data aceasta NU din elementul mobil folosit la pasul 4, ci direct din piulita de prindere a bed-ului din acel colt.
Bed-ul este prin pe arcuri, asa ca prin rasucirea piulitei de prindere poti ridica si cobori fiecare colt. Continua pana cand poti misca foaia de hartie relativ liber in fiecare colt.
6. Primul print
Descarca obiectul STL de aici – https://www.robofun.ro/docs/x-carriage.stl
Deschide Cura (instalat la unul dintre pasii anteriori)
Din meniul „File”, alege „Open File”. Selecteaza fisierul STL descarcat.
Apasa butonul „Save to File” (dreapta jos). Salveaza fisierul gcode unde vrei tu.
Deschide Repetier. Incarca fisierul gcode (butonul „Load”). Atentie mare la acest pas, incarca fisierul cu extensia .gcode si NU cel cu extensia .STL !
Apasa butonul „Start Print”.
Dupa ce hotend-ul se incalzeste la 210 grade, imprimanta va incepe sa printeze.
SCHIMBARE FILAMENT
Dupa primul print, urmeaza al doilea, apoi al treilea, si la un moment dat se termina filamentul. Operatiunea de schimbare este relativ simpla, cat timp urmezi exact pasii de mai jos.
- incalzesti hotendul la 210 grade (si astepti sa ajunga la temperatura asta).
- extrudezi circa 5-10 cm de filament (rotesti roata extruder-ului – manual sau din Repetier in sensul in care filamentul iese topit prin hotend). Acest pas este extrem de important. Dupa printul anterior, filamentul lichid s-a solidificat in hotend, in forma hotend-ului. Daca nu faci acest pas, atunci cand vei incerca sa il scoti, se va rupe. Scotandu-l prin hotend in forma lichida, te asiguri ca filamentul care a fost topit la pasul anterior si apoi solidificat este complet eliminat sub forma lichida.
- scoti complet filamentul din imprimanta (rotesti roata extruder-ului – manual sau din Repetier in sensul in care filamentul iese din imprimanta)
- indrepti noul filamentul la capat
- introduci noul filament si il cobori prin tubul de teflon pana la hotend, invartind roata extruderului.
Inainte sa apuci de treaba, urmareste neaparat si filmele de mai jos (cu sunet !)
Troubleshooting
1. PROBLEMA :
Obiectul nu se lipeste pe bed, sau se lipeste la inceput, dar in timpul printarii se dezlipeste
REZOLVARE:
Cel mai probabil distanta de start pe Z nu este cea corecta. Vezi mai sus sectiunea „4. Calibrare pe axa Z”. Daca este OK distanta, este posibil ca adezivul depus pe bed sa se fi uscat prea tare. Poti depune un nou strat de adeziv pe bed (vezi link ca sa intelegi despre ce adeziv vorbesc) . Poti deasemenea spala sticla (dupa ce o scoti din cele patru clame), o usuci, si abia apoi aplici adezivul.
2. PROBLEMA :
Avand hotend-ul incalzit la mai mult de 200 de grade, filamentul refuza sa curga.
REZOLVARE:
Cel mai probabil nu ai calibrat corect distanta de start pe axa Z, si curgerea filamentului a fost blocata de sticla de pe bed, datorita distantei extrem de mici intre hotend si bed (vezi filmele de la „4. Calibrare pe axa Z”).
Filamentul a fost fortat mai mult timp de catre surubul de transport, curgerea normala a fost blocata, si astfel filamentul a fost tocat de catre surub. Va trebui sa incerci sa il scoti si sa il pui din nou. Vezi filmul de mai jos.
Curs Gratuit Arduino

Comandă piese de robotică & electronică originale


hmmm
la o imprimannta de genul asta daca nu mai vrea sa mai traga cablul de alimentare cu plastic
pur si simplu se blocheasa
ce ar trebui sa fac si care ziceti ca ar fi cauza
ApreciazăApreciază